I only have the ability both equipment and skill wise to silver solder stainless. Always wanted some welding equipment but the cost is so prohibited for the stuff I would like to do. I do however have a friendly local welder who can carry out such jobs (ex pharmaceutical welder).
TCT cutters could be used to make the hole etc. however my friendly welder also has a plasma cutter, so for a small fee

I got him to carryout the hole cutting and welding for me. Also due to the complex curve on the top of the keg the triclover fitting in its standard state doesnot sit exactly flat on the surface maybe only a mm out at 2 points but it needs attention at welding stage, so not a job for a wannabe welder like me. Heat and possible distortion also need to be considered, although kegs are a quality stainless thick material.
I took an angle grinder etc to the chime part to allow access for the welding to be carried out + access to any future brewing fittings, once satisfied that the welding & ability to hold pressure was satisfied the weld holding the rest of the chime top was ground off to provide the dome finish.
APITA to clean the keg to a condition that I am happy with & there is only so much time enthusiasm lasts when using Wet & dry, D4V33 pointed me in the direction a suitable brush burnishing piece of equipment.
For a cooling externally I have used copper 8/10mm in the past for the other FV's (converted thermo pots), copper better transfer condition. The thermo pot conversions are an entirely different build, no welding required. See this thread
viewtopic.php?f=6&t=80741
Failing going for an external cooling solution an internal stainless coil would be a simple option.
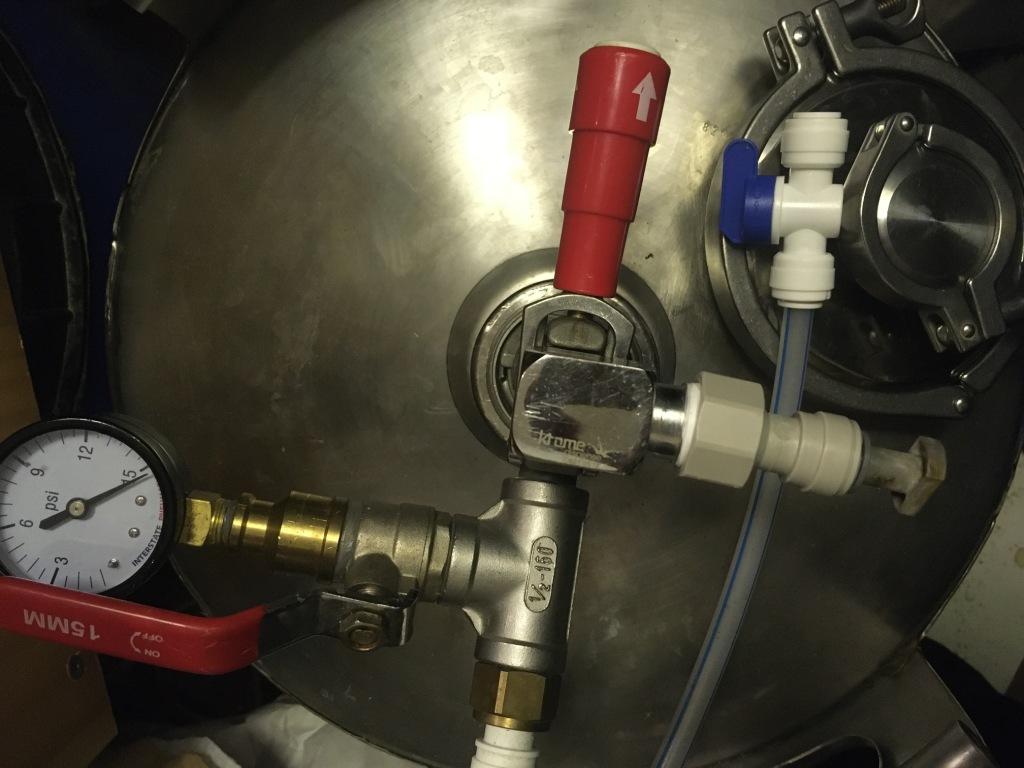
This is not a very good photo but it shows my test on the keg, the top part of the chime still on + the 4" to 1.5" adapter.
Hair of the dog, bacon, butty.
Hops, cider pips & hello.
Name the Movie + song :)










